製作事例
case
製作事例03
九州産機オリジナル
センサセレクタシステム

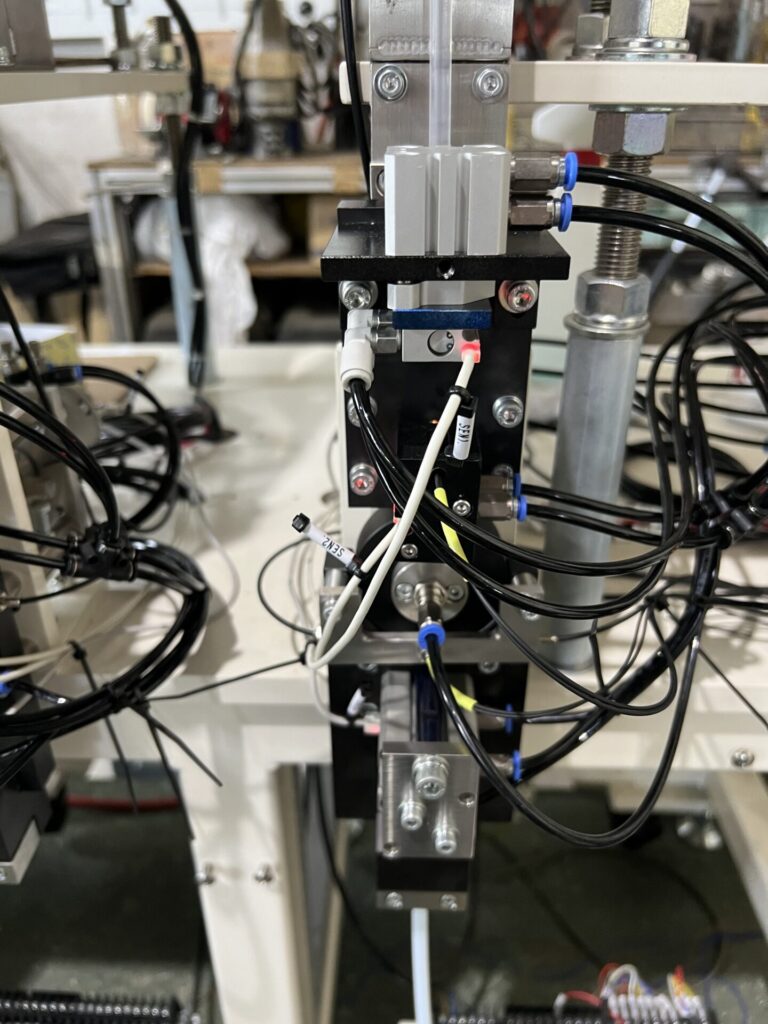

ワーク軸径Φ2.86に対しツバ径はΦ3.08でツバ径加工にムラがあり
パーツフィーダ特有の「首吊り技法」ができないワークです。
このようなワークは無理にボウル内選別に頼らず、今回は前後不問で供給しエスケープ~センサによる前後選別をおこない、反対向きのワークはアクチェーターで反転させチップ先頭の姿勢でエアー圧送供給しました。
なお前後選別は通常の汎用センサを使用し、レーザーセンサなどの細かい設定はありません。
安価の簡易カメラを追加すれば先端チップ有無の検査機としても使用できます。
製作事例02
「絡んだスプリングを分離~整列供給」

絡んだワークを分離し整列供給。なおかつ異形・変形ワークをボウル出口手
前のゲート部で選別し再度ボウル内にリターン。
供給能力:60本/分を実現
ボウル径:φ230
製作事例01
「僅か0.2mm差を選別」

供給能力:60ヶ/分/列で、しかも2列供給の120ヶ/分/2列
ボウル径:φ300